Vir wynkelders wat glasbottels in grootmaat aankoop, bepaal die kwaliteit van glasbottels direk die veiligheid van wynberging, die stabiliteit van produkgehalte en selfs die handelsmerkbeeld. 'n Lae-gehalte glasbottel kan tydens vervoer kraak, wyn lek as gevolg van ongelyke wanddikte, of selfs skadelike stowwe uitloog, wat groot ekonomiese verliese vir wynkelders veroorsaak. As 'n professionele glasbottelvervaardiger met SGS- en LFGB-sertifisering het ons ryk ervaring opgedoen in die grootmaatproduksie van wynbottels. Vandag sal ons die kernfaktore wat die kwaliteit van glasbottels beïnvloed, diepgaande analiseer, wat jou help om die kwaliteit van produkte tydens grootmaatverkryging akkuraat te beoordeel en potensiële risiko's te vermy.

1. Vervaardiger se tegniese sterkte: Die kernwaarborg van stabiliteit in grootmaatgehalte
Die tegniese sterkte van glasbottelvervaardigers is die "harde mag" wat die gehalte van grootmaatprodukte bepaal. Vir wynkelders is die keuse van 'n vervaardiger met gevorderde produksietegnologie, 'n volwasse bestuursmodel en 'n goeie reputasie in die bedryf die eerste stap om die gehalte van glasbottels te verseker. Spesifiek word tegniese sterkte in drie aspekte weerspieël:
Gevorderde produksietoerustingModerne vol-outomatiese produksielyne (soos ingevoerde Duitse CNC-vormtoerusting) kan elke skakel van glasbottelproduksie akkuraat beheer, van die gewig van glasklonte (fout≤±5g) tot die eenvormigheid van wanddikte (toleransie)≤±0.1mm). In vergelyking met klein vervaardigers wat verouderde semi-outomatiese toerusting gebruik, is die gekwalifiseerde koers van produkte wat deur gevorderde toerusting vervaardig word so hoog as 99.5% of meer, wat die probleem van ongelyke gehalte in grootmaatbestellings kan vermy.
Volwasse prosesstelselProfessionele vervaardigers het 'n volledige stel prosesstandaarde vir wynbottelproduksie, insluitend die proporsionering van grondstowwe, smelttemperatuurbeheer (1580℃konstante temperatuur), aanpassing van die vormingsdruk, ens. Deur ons fabriek as voorbeeld te neem, het ons geteikende prosesparameters vir verskillende soorte wynbottels geformuleer (soos rooiwynbottels, vonkelwynbottels, brandewynbottels). Byvoorbeeld, die vormingsdruk van vonkelwynbottels word met 20% verhoog om hul drukweerstand te verbeter, wat verseker dat hulle die interne druk van koolstofdioksied tydens wynberging kan weerstaan.
Streng gehaltebestuurstelselGevorderde vervaardigers het 'n volledige proses-gehaltebeheerstelsel gevestig, van grondstofinspeksie tot aflewering van die finale produk. Elke bondel produkte moet verskeie toetse slaag, soos swaarmetaal-uitloging, drukweerstand en impakweerstand, voordat dit die fabriek verlaat. Ons fabriek het ISO9001-gehaltebestuurstelsel-sertifisering geslaag, en alle wynbottelprodukte het SGS- en LFGB-sertifisering verkry, wat 'n sterk bewys van produkgehalte is.
Dit moet beklemtoon word dat vir wynkelders wat in grootmaat koop, die tegniese sterkte van vervaardigers die afleweringsdoeltreffendheid direk beïnvloed. Ons fabriek met 8 vol-outomatiese produksielyne kan die produksie en aflewering van 1 miljoen standaardwynbottels binne 15 dae voltooi, wat verseker dat wynkelders se produksieskedules nie vertraag word nie.

2. Glasvormkwaliteit: Die "Bloudruk" wat die vorm en presisie van die bottel bepaal
Die ontwerp- en vervaardigingskwaliteit van glasvorms is 'n sleutelfaktor wat die voorkoms en dimensionele akkuraatheid van glasbottels beïnvloed. 'n Hoëgehalte-vorm kan produksiefoute verminder, terwyl 'n defekte vorm nie net nie aan die behoeftes van wynkelders sal voldoen nie, maar ook vermorsing van hulpbronne en koste sal veroorsaak. Vir grootmaatverkryging van wynkelders word die impak van vormkwaliteit hoofsaaklik in die volgende aspekte weerspieël:
2.1 Dimensionele akkuraatheid van die vorm
Die vorm is die "sjabloon" van glasbottels. Die akkuraatheid van sy interne struktuur bepaal direk die grootte van die bottel (soos hoogte, deursnee, nekgrootte). As die vorm dimensionele foute het, sal dit lei tot inkonsekwente groottes van glasbottels in dieselfde bondel. Vir wynkelders sal dit probleme veroorsaak soos probleme om die vullyn te pas en ongelyke stapeling tydens berging. Ons fabriek gebruik hoëtemperatuurbestande legeringsstaal om vorms te maak, en die bewerkingsakkuraatheid word binne beheer.±0.05mm. Vir grootmaatbestellings sal ons toegewyde vorms gebruik om kruiskontaminasie van verskillende botteltipes te vermy en te verseker dat die dimensionele konsekwentheid van elke bottel aan die vereistes van wynkelders voldoen.
2.2 Vormoppervlakkwaliteit
Die oppervlakafwerking van die vorm beïnvloed direk die oppervlakgladheid van glasbottels. As die vormoppervlak ru is of brame het, sal die vervaardigde glasbottels oppervlakdefekte soos skrape en ongelykheid hê, wat die voorkoms van die produk en die verbruiker se koopbegeerte sal beïnvloed. Boonop kan 'n gladde vormoppervlak die wrywing tussen die glas en die vorm tydens die vormingsproses verminder, wat defekte soos borrels en krake wat deur oormatige weerstand veroorsaak word, vermy. Ons fabriek se vorms sal deur verskeie prosesse gaan soos slyp en poleer, en die oppervlakruheid is≤Ra0.8μm, wat verseker dat die vervaardigde glasbottels 'n gladde en deursigtige oppervlak het.
2.3 Lewensduur en onderhoud van die vorm
Vir grootmaatproduksie is die lewensduur van die vorm ook 'n belangrike faktor wat die stabiliteit van die produkgehalte beïnvloed. 'n Hoëgehalte-vorm kan die erosie van hoëtemperatuur-gesmelte glas (ongeveer 1100℃) vir 'n lang tyd, en die produkgehalte sal nie afneem na die produksie van meer as 100 000 bottels nie. Ons fabriek het 'n professionele vormonderhoudspan wat die vorms gereeld inspekteer en onderhou, insluitend die skoonmaak van die vormoppervlak, die herstel van slytonderdele, ens., om te verseker dat die vorms altyd in die beste werkende toestand is.

3. Uitgloeiingsproses: Diepgaande tegniese analise en aanpassing vir verskillende wyntipes
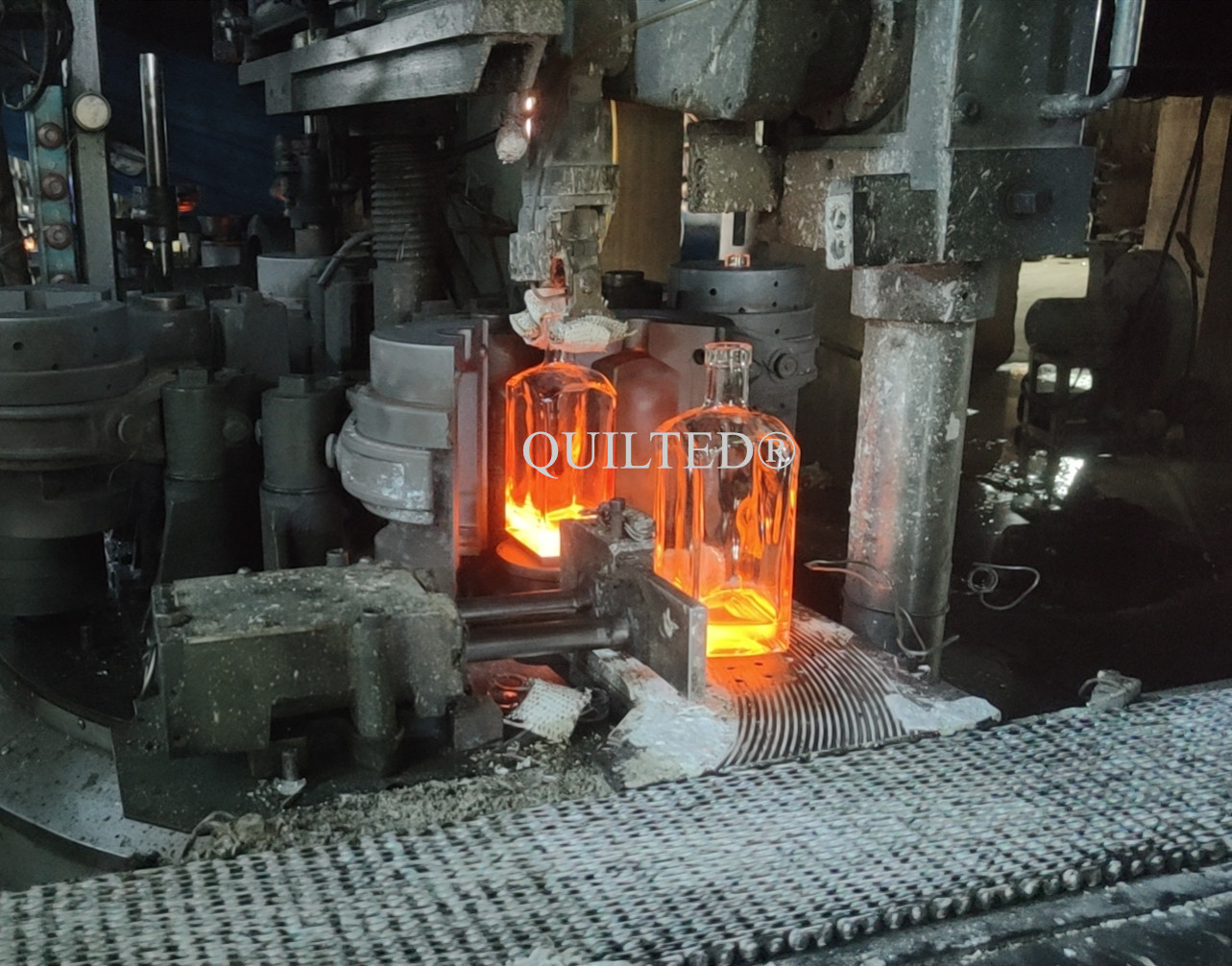
Nadat die glasbottel gevorm is, sal dit drastiese veranderinge in temperatuur en vorm ondergaan—vanaf 1100℃gesmelte glas na kamertemperatuur-vaste bottel. Hierdie vinnige temperatuurdaling veroorsaak ongelyke termiese uitsetting en sametrekking binne die glas, wat lei tot "interne spanning". Indien die interne spanning nie uitgeskakel word nie, sal die glasbottel geneig wees om te kraak tydens berging (bv. temperatuurveranderinge in die pakhuis), vervoer (bv. botsing en vibrasie), of gebruik (bv. vul met warm wyn). Die uitgloeiingsproses is die kernstap om hierdie probleem op te los, en die tegniese besonderhede daarvan bepaal direk die meganiese sterkte en lewensduur van die glasbottel.
3.1 Kernbeginsels en belangrike tegniese parameters van uitgloeiing
Die essensie van uitgloeiing is om die gevormde glasbottel weer te verhit tot die 'uitgloeiingstemperatuurreeks' (520-600℃vir soda-limoenglas, wat die temperatuurreeks is waar die interne spanning van die glas verslap kan word) en dit dan stadig afkoel”. Die sleutel lê in twee parameters:uitgloeiingstemperatuurenverkoelingstempo.
Uitgloeiingstemperatuur'n Te lae temperatuur kan nie die interne spanning ten volle ontspan nie; 'n te hoë temperatuur sal veroorsaak dat die glasbottel vervorm. Ons fabriek gebruik 'n intelligente temperatuurbeheerstelsel met 'n presisie van±3℃om die uitgloeiingstemperatuur volgens die botteldikte te sluit. Vir standaard 750 ml rooiwynbottels (wanddikte 2.8-3.2 mm) word die uitgloeiingstemperatuur op 560 gestel.℃vir dikbodem-whiskybottels (bodemdikte 8-10 mm), word die temperatuur verhoog tot 580℃om te verseker dat die dik glasdeel spanning ten volle kan vrystel.
VerkoelingstempoDie verkoelingstempo in die uitgloeiingstemperatuurreeks is die mees kritieke. Indien te vinnig afgekoel, sal die interne spanning weer verskyn; indien te stadig afgekoel, sal produksiedoeltreffendheid verminder word. Ons volg 'n "gesegmenteerde verkoeling"-strategie: eers, verkoel van die uitgloeiingstemperatuur tot 400℃teen 'n tempo van 5℃/min (die spanningsrelaksasiestadium); dan afkoel vanaf 400℃tot 200℃teen 'n tempo van 10℃/min; laastens, afkoel tot kamertemperatuur teen 'n tempo van 15℃/min. Hierdie balans tussen spanningsvermindering en produksiedoeltreffendheid verseker dat die interne spanning van die voltooide bottel is≤5MPa (ver onder die bedryfslimiet van 12MPa).
3.2 Uitgloeiingskwaliteitstoetsing: Hoe om die effek te verifieer?
Vir wynkelders wat in grootmaat koop, is dit noodsaaklik om die uitgloeiingsgehalte van glasbottels te verifieer. Ons fabriek gebruik twee professionele toetsmetodes om te verseker dat elke bondel produkte aan die standaard voldoen:
Gepolariseerde ligspanningstoetsPlaas die glasbottel in 'n gepolariseerde ligtoetser—As daar duidelike helder en donker strepe is, beteken dit dat daar oorblywende interne spanning is. Ons gekwalifiseerde produkte het geen duidelike spanningsstrepe nie, en die spanningsverspreiding is eenvormig.

Termiese skoktoetsSimuleer die ekstreme temperatuurveranderingscenario van wynkelders (bv. van -10℃koue berging tot 40℃vervoer). Die bottel word in -10 geweek℃koelmiddel vir 2 ure, dan onmiddellik oorgedra na 40℃warm water vir 2 uur. Gekwalifiseerde bottels (na uitgloeiing) sal nie kraak of lek nie, wat 'n belangrike waarborg is vir wynkelders wat na streke met groot temperatuurverskille (soos Noord-Europa en Noord-Amerika) uitvoer.
As ons ons fabriek as voorbeeld neem, het ons aangepaste uitgloeiingsprosesse vir verskillende wyntipes ontwikkel gebaseer op hul bergings- en gebruikseienskappe:
| Wynsoort | Belangrike kwaliteitsvereistes vir glasbottels | Aangepaste Uitgloeiingskema | Gehaltewaarborg-effek |
| Rooiwyn (Langtermynveroudering, 2-5 Jaar) | Hoë drukweerstand (om effense fermentasiegas te weerstaan), sterk termiese stabiliteit (om aan te pas by pakhuistemperatuurveranderinge) | Uitgloeiingstemperatuur 560 ℃, houtyd 5 uur, stadige afkoeltempo (5 ℃/min in die spanningsrelaksasiestadium) | Interne spanning ≤4MPa, termiese skokweerstand ±50℃, geen krake tydens 5-jaar berging nie |
| Witwyn/Roséwyn (Korttermyn Vars Berging, ≤1 Jaar) | Liggewig (om vervoerkoste te verminder), goeie deursigtigheid (om die kleur van die wyn te wys), matige impakweerstand | Uitgloeiingstemperatuur 550 ℃, houtyd 4 uur, effens vinniger afkoeltempo (8 ℃/min in die spanningsrelaksasiestadium) | Interne spanning ≤6MPa, gewig verminder met 10% in vergelyking met rooiwynbottels, impakweerstand voldoen aan die 1.2m valtoets |
| Vonkelwyn/Sjampanje (Hoë Interne Druk, 0.8-1.2 MPa) | Ultrahoë drukweerstand, eenvormige wanddikte, geen oorblywende spanning (om ontploffing as gevolg van druk te voorkom) | Uitgloeiingstemperatuur 570 ℃, houtyd 6 uur, ultra-stadige afkoelingstempo (3 ℃/min in die spanningsrelaksasiestadium), addisionele sekondêre uitgloeiing vir die bottelskouer (spanningskonsentrasiearea) | Kan interne druk tot 1.5 MPa weerstaan (wat die standaard van 1.2 MPa oorskry), ontploffingstempo ≤0.01% in grootmaatberging |
| Hoë-alkohol drank (Brandwyn/Whiskey, Dik Bottelbodem) | Dik bodem (om stabiliteit te verbeter), sterk krasbestandheid, geen smaakmigrasie nie | Uitgloeiingstemperatuur 580 ℃, houtyd 7 uur, geteikende hittebewaring vir die bottelbodem (verleng die houtyd met 2 uur) | Spanning op die bodem van die bottel heeltemal uitgeskakel, geen vervorming na langtermyn stapeling (8 lae) nie, geen swaarmetaal-uitloging in 'n hoë-alkohol omgewing nie |
NotaSwak uitgloeiing is een van die hoofredes vir die hoë kraakkoers van glasbottels in grootmaatverkryging. Wanneer wynkelders in grootmaat aankoop, kan hulle vervaardigers vra om uitgloeiingsprosesparameters en termiese skoktoetsverslae te verskaf om die kwaliteit van die uitgloeiing te verifieer. Vir spesiale wyntipes (bv. lae-temperatuur gestoorde yswyn), kan ons ook die uitgloeiingsproses aanpas om aan persoonlike kwaliteitsvereistes te voldoen.
4. Operatorvaardighede: Die "Menslike Faktor" wat Produksiekwaliteit Waarborg
Alhoewel moderne glasbottelproduksie hoogs outomaties is, speel die vaardighede en verantwoordelikheidsin van operateurs steeds 'n belangrike rol in produkgehalte. Veral in die skakels van grondstofproporsionering, vorminstallasie en kwaliteitsinspeksie, beïnvloed die bedryfsvlak van werkers direk die kwaliteit van die finale produk.
'n Professionele glasbottelvervaardiger sal sistematiese opleiding vir operateurs aanbied, insluitend toerustingbediening, prosesparameterbeheer, identifisering van kwaliteitsdefekte, ens. Ons fabriek se operateurs het gemiddeld meer as 3 jaar relevante werkservaring en moet streng vaardigheidsassesserings slaag voordat hulle hul poste aanvaar. In die produksieproses sal operateurs gereeld die halfafgewerkte en finale produkte inspekteer en die prosesparameters onmiddellik aanpas indien enige defekte gevind word. Byvoorbeeld, in die verhouding van grondstowwe sal werkers elke grondstof akkuraat weeg volgens die formule om te verseker dat die glassamestelling aan die standaard voldoen, wat die probleem van lae sterkte van glasbottels wat deur verkeerde verhoudings veroorsaak word, vermy.
5. Hoe om die kwaliteit van glasbottels vir verskillende wyntipes te beoordeel tydens grootmaatverkryging?
Gebaseer op die bogenoemde faktore wat kwaliteit beïnvloed en die aangepaste vereistes van verskillende wyntipes, kan wynkelders die kwaliteit van glasbottels beoordeel aan die hand van die volgende geteikende aspekte tydens grootmaatverkryging:
Gaan die vervaardiger se kwalifikasies en aangepaste vermoëns naVra vir relevante sertifikate soos SGS, LFGB en ISO9001; fokus daarop om te verstaan of die vervaardiger aangepaste uitgloeiprosesse en vormontwerpe vir jou wynsoort kan verskaf (bv. of daar ervaring is met die vervaardiging van hoëdrukbestande bottels vir vonkelwyn).
Gerigte monsterinspeksie:
Vir rooiwyn (langtermyn veroudering): Kontroleer die wanddikte-eenvormigheid (gebruik 'n skuifpasser om te meet, fout≤±0.1mm) en voer 'n termiese skoktoets uit (simuleer pakhuistemperatuurveranderinge);
Vir vonkelwyn: Versoek 'n drukweerstandstoetsverslag (moet weerstaan≥1.2MPa) en kontroleer die bottel se skouerdikte (≥3.5mm);
Vir witwyn: Neem die deursigtigheid waar (geen borrels of onsuiwerhede nie) en toets die impakweerstand (1.2 m valtoets sonder krake).
Verstaan die besonderhede van die produksieprosesVra die vervaardiger oor die uitgloeiingsprosesparameters (temperatuur, houtyd) wat ooreenstem met jou wyntipe, vormmateriaal en bewerkingsakkuraatheid, en rou materiaalproporsionering (om geen smaakmigrasie te verseker nie).
Versoek groepspesifieke toetsverslaeVra vir toetsverslae van die bondel, insluitend swaarmetaal-loging (sleutel vir hoë-alkohol drank), interne drukweerstand (sleutel vir vonkelwyn), impakweerstand en uitgloeiingsstres-toetsverslae, om te verseker dat die produk aan die veiligheids- en kwaliteitsvereistes van jou wyntipe voldoen.

6. Waarom ons glasbottels vir grootmaatverkryging kies?
Ons fabriek het duidelike voordele in al bogenoemde faktore wat die kwaliteit van glasbottels beïnvloed:
Gevorderde tegniese sterkte: Toegerus met ingevoerde volautomatiese produksielyne en 'n volledige kwaliteitsbestuurstelsel, wat die stabiliteit van grootmaatprodukkwaliteit verseker.
Hoë-presisie vormvervaardiging: Professionele vormontwerp- en vervaardigingspan, wat die dimensionele akkuraatheid en oppervlakkwaliteit van glasbottels verseker.
Streng uitgloeiingsproses: Intelligente uitgloeioond met presiese temperatuurbeheer, wat interne spanning heeltemal uitskakel en kraakrisiko's verminder.
Bekwame operateurspan: Sistematiese opleiding en streng assessering, wat verseker dat elke skakel van produksie gestandaardiseer word.
Gesaghebbende sertifiseringswaarborg: Alle produkte het SGS- en LFGB-sertifisering geslaag en voldoen aan die veiligheidsstandaarde van globale markte.
As u 'n wynmakery is wat op soek is na 'n betroubare grootmaat-glasbottelverskaffer, kontak ons asseblief. Ons sal u voorsien van gratis monstertoetsing, gedetailleerde produksieprosesinleiding en bondeltoetsverslae, en die mees geskikte glasbotteloplossings aanpas volgens u wyntipe en verkrygingsvolume.
Plasingstyd: 16 Nov 2025